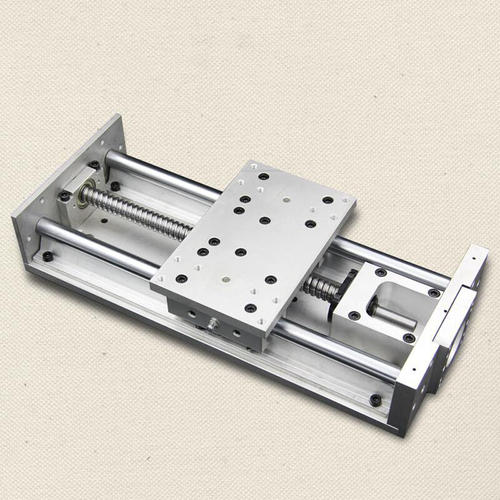
滑台丝杆全闭环高精度解决方案
东台市繁展金属制品有限公司总结如下:
众所周知,传统的线性运动多是旋转运动通过一定的传动变换机构转化成直线运动的,中间经过了各种传动环节,因此系统的定位精度就要考虑旋转运动的精度、传动机构的精度、安装误差、系统磨损等对系统精度产生影响的因素。目前国际国内的解决方案高端的采用直驱直线电机,中端和低端的采用研磨级精密丝杆、低弹性形变的皮带、精度级别高的齿条等来尽量降低系统传动环节带来的精度损失。
高端直驱直线电机有速度高、加速度高、定位精度高、无背隙等传统传动型线性运动无法达到的高性能,但是由于直线电机系统的核心技术基本被国外发达国家掌握和控制。虽然国内有几家公司也开始做直线电机,但是大部分仅仅是做电机本体,位移传感器和伺服控制器依然需要依赖进口。因此直线电机系统的整体价格依然高居不下,使之真正成了高端敢问而不敢用的产品。加上现在国家稀土战略管制,直线电机本体也慢慢的失去了价格优势。整个系统的价格逐步向上攀升。正是由于价格高,很多核心组件需要依赖进口,使整个市场的消费量与传统伺服产品有相当大的差距,整体处于疲软状态。
要想从根本上解决直线电机系统大面积推广的问题,必须从三方面下手:一是进行省稀土材料的直线电机的设计,这需要直线电机厂家具有先进的设计工具和创新的设计思路,盲目的照搬照抄国外的,*多也仅仅赚个劳动力成本的差价;二是高性能位移传感器的国产化,只有自己掌握了核心技术,才能打破国际厂商的垄断,才能设计符合我国国情的高性价比产品;三是伺服控制器的国产化,其实在国内做变频器的厂家较多,由变频转向伺服相对比较容易,只是软件上的算法是衡量整个伺服控制器性能优劣的关键,在硬件上大家基本都差不多。因此算法的基础研究和深入吸收是做好国产伺服控制器的首先要解决的问题。
中端和低端多数采用传动方式来实现旋转到现行运动的转换。传统的思路均是在旋转伺服电机后端加编码器,然后通过各种手段来尽量减少传动环节的精度损失。因此各种精密丝杆、精密皮带、精密齿条等高精度等级的传动机构相继推出来满足设备的需要。目的就是让整个系统能达到可预见的系统精度。然而事实上,这种半闭环的传动系统在随着使用过程中接触传动的磨损和系统装配松动、应力变形等误差源不断增加的情况下,系统的宣称精度根本无法达到预期的要求,只能降级使用。原因就在于系统只是半闭环,*终负载运动的实际情况只能靠传动机构的精度来做大概的预计。且高精度丝杆、齿条、皮带等由于加工难度高,价格也高,比如THK和IKO的微米级丝杆动则几千,还要战略管制。要想彻底摆脱这种困境,唯有从全新的角度来进行系统的通盘考虑,比如如何实现系统全闭环,使系统的误差等级不仅仅是能够预计,而是能够精确测量。再一个就是如何用较低的成本来实现传统系统的升级,不对原系统做大改动,通过增加有限的组件来实现传统传动系统的高精度化。
我们都知道机床的数显改造,就是仅仅加了光栅数显即能实现位移的闭环显示,大大提高了传统手动机床的性能。使加工精度不再仅仅是预计,更能够精确测量。本公司线性传动的全闭环解决方案即类似于此,有低端的全闭环数显解决方案,也有中高端的全闭环数控解决方案。这得益于我们对线性编码核心技术的掌握和对系统补差控制算法的深入研究。
该全闭环高精度解决方案不但适用于传统伺服系统的性能升级,同样适用于对传统开环步进滑台系统做性能升级。是填补传统伺服电机系统与开环步进电机系统的中间地带,是一个低成本、高性价比、独特的伺服化控制解决方案。本解决方案的步进系统继承了传统的步进系统的所有优点(例如:有静态锁力、低速性能好、大力矩(相同机座型号相对伺服电机而言)、对位置环的响应无延时、价格便宜、免维护),又具有伺服系统的一些优点(例如:安全性好、不会失步和过冲、能与上位机进行通迅、加速或减速更迅速、定位精度高)。本解决方案的步进电机除了高速性能和过载性能比不上传统的伺服电机,其它方面的性能完全可以媲美于伺服电机,甚至有些性能好过伺服电机(例如:静态锁力、与普通光栅尺配合能得到更高和更可靠的定位精度、低速稳定性及不需要齿轮减速箱就能获得低速大力矩…)。由于本解决方案*具性价比,将提供给工业自动化的设计和使用者一个更多的选择,特别是经济型的数控机床行业。
本解决方案原理简单,调试容易,任何人通过使用手册就能很好的设置它,不需要专业的调试技术,控制及使用上也与传统的开环步进电机系统没有任何区别,现有的任何步进电机系统都可以按照本解决方案得到性能升级。经广泛客户使用,完全能适应三轴或多轴联动的数控机床。
本解决方案*高可以配合 0.001mm 分辨率的光栅。完全为多轴联动而设计的,对位置误差的响应是微秒级的,静态精度为光栅的正负一个脉冲,动态精度为光栅的正负 2-3 个脉冲。在中走丝的线割机上实际试验,方可以到0.003mm 的精度,圆可以到0.005mm的精度。对于使用了本解决方案的机器来说,不管是使用 C7 级的丝杆还是 C3 级的丝杆,*终得到的加工精度并没有多少区别,但C7 与 C3 级的丝杆的价钱差别却是巨大的,由此非常具有经济效益。
更多的新闻资讯请关注:http://www.dtfzjs.com/?article/